Dans une leçon précédente, nous avons examiné
le composant le plus simple qui existe : la résistance. Nous allons voir maintenant un autre composant aussi indispensable que la résistance dans
les circuits électroniques :le condensateur.
1. - LES CONDENSATEURS
Ils sont formés par deux plaques
conductrices en regard, appelées armatures
et séparées par un isolant qui est nommé diélectrique.
Pour un type de diélectrique donné, plus la superficie des
armatures est grande ou la distance qui les sépare est petite, plus grande est la
capacité du condensateur.
Les condensateurs peuvent être fixes ou
variables et répertoriés selon le diélectrique comme le montre la table de la figure 1. Suivant le type de diélectrique, on définit les caractéristiques électriques
et mécaniques (dimensions et disposition des bornes) selon lesquelles on fera un usage correct du condensateur.
1. 1. -CARACTÉRISTIQUES ÉLECTRIQUES DES CONDENSATEURS
Les caractéristiques électriques les plus
importantes à connaître pour utiliser au mieux les condensateurs sont données ci-dessous :
Capacité ;
Tolérance ;
Tension de service
en courant continu ;
en courant alternatif ;
Tension d'essai ;
Coefficient de température ;
Résistance d'isolement ;
Courant de fuite ;
Angle de perte.
Examinons à présent
chacune des caractéristiques énumérées.
La capacité est la valeur nominale qu'un condensateur présente entre ses deux armatures
; elle se mesure en farads (symbole F), mais cette unité correspond à une capacité trop grande que l'on ne rencontre guère en pratique ;
c'est pourquoi on utilise fréquemment les sous-multiples du farad :
le millifarad (mF),
le microfarad (µF),
le nanofarad (nF)
et le picofarad (pF).
Les relations entre ces sous-multiples sont
indiquées dans le tableau de la figure 2.
En observant ce tableau, il paraît évident tout
d'abord que le nanofarad (nF) équivaut au kilopicofarad (kpF) ; en effet
pour ces deux unités, on utilise les mêmes multiplicateurs.
La première colonne indique les unités de
mesure des condensateurs que l'on veut convertir en une autre unité en se
rapportant à la colonne correspondante et en multipliant par le coefficient de la même ligne.
Voyons quelques exemples pour mieux interpréter
le tableau de la figure 2 et éclaircir ci-dessus :
0,47 µF x 1 000 = 470 nF = 470 kpF ;
0,47 µF x 1 000 000 = 470 000 pF ;
22 nF x 0,001 = 0,022 µF ;
33 nF x 1 000 = 33 000 pF ;
8 200 pF x 0,001 = 8,2 nF ;
0,0027 µF x 1 000 000 = 2 700 pF ;
0,0027 µF x 1 000 = 2,7 nF = 2,7 kpF ;
1 500 pF x 0,000 001 = 0,0015 µF.
La tolérance
est un pourcentage en plus ou en moins autour de la valeur nominale, que le
fabricant s'engage à respecter pour toutes les pièces livrées. Il s'agit
de pièces neuves avant usage, car par la suite les variations peuvent être
plus importantes après le fonctionnement prolongé.
La tension de service
en courant continu (symbole VNCC,
abréviation de tension nominale en courant continu) indique la valeur de la
tension continue (en volts) qui peut être appliquée au condensateur en régime
permanent.
La tension de service
en courant alternatif (symbole VNCA,
abréviation de tension nominale en courant alternatif) indique la valeur de
crête de la tension alternative de fréquence comprise entre 50 et 60 Hz
pouvant être appliquée au condensateur en régime permanent.
La tension d'essai
exprime la tension maximale en volts applicable au condensateur
exclusivement pour un essai à effectuer selon des modalités spécifiques
établies par le constructeur.
La tension d'essai indiquée par VP
est en général 2,5 fois plus grande que la tension de service VN. Donc, pour un condensateur
avec VP de 1 500 V, il est possible d'appliquer une tension de service maximale VN de 1 500 / 2,5 = 600 Volts.
Le coefficient de
température indique la variation relative de la capacité par rapport à la variation de température. Il est
exprimé en partie par million par degré centigrade (ppm/°
C) ou en millionièmes par degré Celsius.
Quand le coefficient est négatif, le nombre
exprimé est précédé du signe "-" ou de
la lettre N (négatif)
; quand il est positif, ce nombre est précédé du signe
"+" ou de la lettre P
(positif). Le sigle NPOindique que le
coefficient de température est nul.
Par exemple, pour un condensateur de valeur 500
nF à25° C
ayant un coefficient de température de -
75 ppm/° C, la capacité diminue de 37,5 pF à chaque degré d'augmentation de la température :
Ce coefficient doit être le plus petit possible
afin de minimiser les variations de la capacité en fonction de la température.
Rappelons-nous à ce sujet que la
température à l'intérieur d'un appareil peut être bien supérieure à celle
ambiante en raison de l'énergie calorifique dissipée par d'autres composants
appartenant au même circuit que le condensateur.
Par contre, dans certains cas, le coefficient de
température doit avoir une valeur bien définie pour compenser l'effet des
variations d'autres composants du même circuit.
La résistance d'isolement est mesurée en
appliquant une tension continue aux bornes du condensateur dont la valeur
est spécifiée par le constructeur ; cette donnée, exprimée en mégohms
en fonction de la valeur de la capacité, définit en pratique la qualité
du diélectrique : plus sa valeur est élevée, meilleur est l'isolement.
Le courant de fuite
est une donnée typique des condensateurs électrolytiques ; il
indique la valeur du courant exprimée en microampères (µA), qui circule
par la résistance de fuite du diélectrique d'un condensateur chargé. Plus
cette valeur est faible, plus le condensateur est de bonne qualité.
L'angle de perte
est le complément à 90° de l'angle de déphasage entre les deux grandeurs
alternatives V et I.
On voit donc que dans un condensateur réel,
l'angle de déphasage est inférieur à 90°
alors que pour un condensateur idéal, l'angle de perte est nul car le déphasage entre V et I
est de 90° précisément. On utilise souvent le facteur de perte en calculant la tangente
,
indiqué en %, pour exprimer la qualité d'un condensateur :plus le pourcentage est faible, meilleur est le
composant.
2. - TECHNIQUE DE FABRICATION DES
CONDENSATEURS FIXES
Les techniques de fabrication employées par les
fabricants de condensateurs pour satisfaire les différentes exigences imposées
par leur utilisation, sont très nombreuses. On peut affirmer que les
condensateurs sont les composants qui sont réalisés avec la plus grande variété
de formes et de dimensions. On trouve des condensateurs avec un corps cylindrique, en forme de disque, de plaquette, de goutte... ; pour chaque
forme, le rapport capacité - volume peut être très différent selon les
constructeurs et aucune norme ne régit cela.
Nous examinerons maintenant les types de
condensateur les plus communs en prenant pour guide le diélectrique utilisé.
2. 1. - CONDENSATEURS AU PAPIER ET A L'ALUMINIUM
Ces condensateurs sont constitués par le
bobinage de deux feuilles très fines d'aluminium séparées par plusieurs
feuilles de papier imprégnées d'huile ou de paraffine. Les deux feuilles en
aluminium très pur (99,99 %), pour éviter l'oxydation pendant la fabrication, constituent les armatures tandis que
l'isolant intercalé entre elles forme le diélectrique
(figure 3-a, ci-dessous).
La capacité du condensateur est d'autant plus
grande que la superficie des armatures en regard est grande et que la distance qui les sépare, est faible. La tension maximale applicable aux armatures dépend de
l'épaisseur du diélectrique et de ses propriétés isolantes.
L'enroulement obtenu peut être enfermé hermétiquement
dans une enveloppe de verre, de plastique, de laiton étamé... ; deux
bornes soudées aux armatures assurent la liaison externe.
Ce type de condensateur présente un grave inconvénient
car ses armatures, étant enroulées sur elles-mêmes, entraînent l'apparition
d'une inductance en série avec la capacité du condensateur pour les hautes fréquences.
Pour y remédier, on procède généralement en métallisant
la tranche dépassant de chaque armature, par évaporation cathodique avec du
cuivre. Les bornes de sortie sont soudées sur cette métallisation. On obtient
des condensateurs non inductifs; le contact est parfait et l'encombrement réduit.
Les valeurs de capacité sont généralement
comprises entre 500 pF et 0,5 µF avec quelques exceptions pour certains types particuliers. Les
valeurs de tension nominale oscillent entre 125 VN et 1 000 VN.
Dans les emplois courants, ces condensateurs ont
été remplacés par des modèles à film plastique, de dimensions plus réduites.
2. 2. - CONDENSATEURS A FILM PLASTIQUE
Ces condensateurs sont semblables aux précédents,
mais leur diélectrique est constitué par un film plastique très fin (figure
3-c). Les diélectriques employés sont du polystyrène (styroflex), du polyester (mylar) et du polycarbonate.
Afin de réduire le volume des condensateurs, on
a pensé métalliser également le film plastique.
Une marge est réservée sur un des côtés des
deux films afin de pouvoir métalliser la tranche et adopter le principe de
fabrication retenu pour les condensateurs au papier et à l'aluminium. De cette
façon, on obtient un condensateur compact, de faible inductance, analogue à
celui vu précédemment mais avec une valeur de capacité deux à quatre fois plus grande, à volume égal.
La protection externe peut être assurée selon
le type de condensateur par un enrobage en résine moulée sous pression ou par
des boîtiers métalliques remplis de cire ou d'huile.
Parfois, le corps du composant est marqué par un
anneau (figure 3-b) afin que, dans les montages mettant en jeu des tensions élevées,
la borne la plus proche de cette marque soit à un potentiel jouant le rôle de
blindage pour le condensateur (c'est souvent le potentiel le plus bas).
La gamme de leur capacité est comprise entre une
dizaine de picofarads et une dizaine de microfarads ; la stabilité est
bonne au-delà même de (85° C) et les valeurs de tension nominale s'échelonnent
de 25 Volts à plus de 2 000 V.
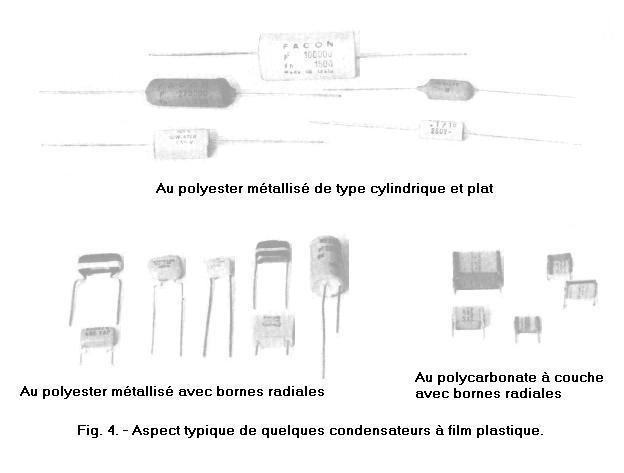
Les condensateurs à film plastique sont
largement employés car ils sont d'un coût réduit et présentent de bonnes
caractéristiques électriques ; sur la figure 4, est illustré l'aspect
externe qu'ils peuvent prendre pour satisfaire les nombreuses exigences de
fabrication des appareils électroniques à circuit imprimé. La dénomination dépend
de la technique de fabrication et peut varier d'un constructeur à l'autre.
Le mica a été utilisé comme diélectrique
depuis les premières années de fabrication des condensateurs ; les
premiers types étaient réalisés en alternant des feuilles de mica et de très
fines feuilles de cuivre ou d'aluminium de manière à former un empilage qui était
ensuite comprimé puis imprégné d'un matériau isolant. Une armature du
condensateur, soudée à l'une des bornes, est constituée des feuilles métalliques
impaires reliées entre elles ; l'autre armature formée des feuilles
paires est soudée à l'autre borne (figure 5-a).
Dans la nouvelle version, la même structure est
réalisée en déposant une très légère couche d'argent sur les feuilles de
mica. Ces dernières sont reliées électriquement à deux faces métallisées
auxquelles les bornes sont soudées. L'ensemble est ensuite enrobé par une résine
isolante moulée qui confère au condensateur une structure rigide (figure 5-b).
Ces condensateurs sont caractérisés par une
stabilité élevée, un coefficient de température très faible et ils sont
particulièrement adaptés à des usages professionnels dans les circuits H.F.
d'instruments de mesure. La gamme des capacités s'étend de quelques picofarads
à quelques centaines de nanofarads pour des tensions de service de 300 V à plus de 2 500 V.
Dans le secteur grand public, les condensateurs
au mica ont cédé la place aux condensateurs en polystyrène qui ne sont pas
aussi stables et fonctionnement dans une gamme de température plus limitée ;
en contrepartie, ils présentent un encombrement plus réduit et sont surtout plus économiques.
On mélange et on broie finement du silicate de
magnésium, de l'alumine et du corindon auxquels on ajoute des oxydes de titane,
baryum ou strontium. La poudre obtenue est séchée, tamisée puis moulée sous
pression avec de l'argile ou un liant organique et cuite à une température supérieure à 1 000° C.
Les pièces obtenues sont émaillées au four électrique
pour supprimer leur porosité. Les armatures sont obtenues par métallisation d'argent sur les deux faces.
La protection est assurée normalement par une
couche de peinture laquée cuite au four. Les condensateurs de découplage
peuvent être enrobés sous vide d'une cire protectrice pour améliorer leur
isolement.
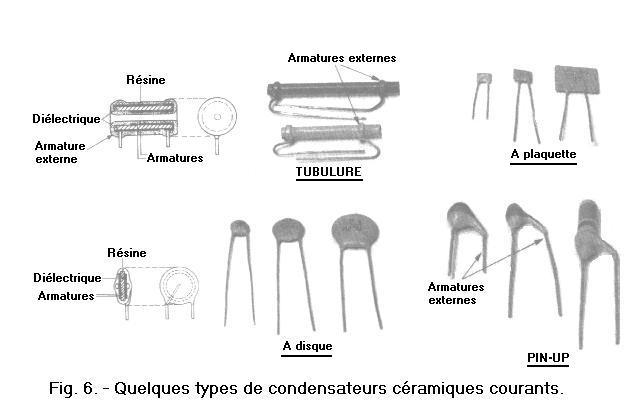
Selon l'aspect de l'enrobage, on distingue, entre
autres, les types tubulaires, à plaquettes, à disques,pin-up (figure 6).
Dans les condensateurs céramiques tubulaires, la
borne reliée à l'armature extérieure est parfois repérée par un point ou
une bague ou encore disposée en retrait de l'extrémité du corps du composant.
La variété des formes externes et l'allure des
bornes (leur écartement et leur longueur) sont dues aux diverses exigences imposées par les montages et les soudures qui sont effectués par des opérations
automatiques que l'on trouve sur les chaînes de grande série.
Les dimensions sont liées à la capacité et à
la tension de service de ces condensateurs ; cependant, il arrive d'avoir
des capacités très différentes (1 pF, 1 nF) pour les mêmes dimensions car
les constantes diélectriques sont très variées pour réaliser des céramiques.
Pour reconnaître les valeurs, il faut donc se
reporter aux marquages adoptés par le constructeur.
Une des données caractéristiques des
condensateurs céramiques est le coefficient de température qui agit fortement
sur la valeur de la capacité de certains de ces composants dont l'emploi est
proscrit dans les montages électroniques pointus. Il existe quand même des céramiques
à très faible coefficient de température, voire nul ; on arrive également
à des tolérances très étroites et l'utilisation la plus courante de ces
condensateurs est le découplage H.F. et U.H.F. en raison de leur faible inductance parasite.
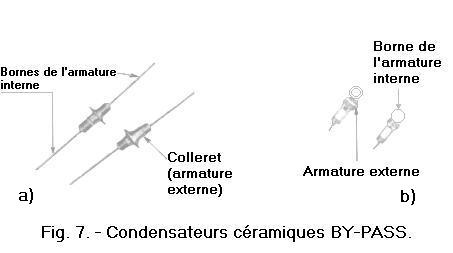
Parmi les condensateurs céramiques à usage spécial,
utilisés en H.F. et U.H.F.,
il existe les types "BY-PASS"qui
servent au découplage de fils traversant un châssis ou un blindage. Le
colleret qui représente l'armature extérieure est soudé au châssis ;
l'autre armature est reliée à deux bornes axiales qui sortent à chaque extrémité
du composant (figure 7-a) ou à une borne en forme d'œillet (figure 7-b).
Les condensateurs électrolytiques en aluminium
appartiennent à la catégorie des condensateurs fixes enroulés.
Ils se différencient des autres types (papier,
film plastique...) par le fait qu'une armature (anode) est constituée d'une
feuille d'aluminium lisse ou gravée sur laquelle a été déposée une couche
très mince d'alumine par un procédé chimique. Le diélectrique
est ici formé par l'alumine et la seconde armature est constituée par l'électrolyte
retenu dans du papier poreux appelée parfois "papier buvard". La
liaison avec l'électrolyte est réalisée au moyen d'une deuxième feuille
d'aluminium, appelée cathode sur laquelle est fixée une borne de sortie. L'autre armature (anode) possède également une borne de sortie qu'il faudra
relier impérativement à un potentiel plus grand que celui de la cathode (figure 8).
L'oxyde d'alumine présente une rigidité diélectrique
élevée et peut être formé en couches extrêmement fines, de telle sorte que
l'on obtient une valeur élevée de capacité par unité de volume du condensateur. Cela entraîne que les condensateurs électrolytiques présentent
une capacité plus élevée que tous les autres types pour des dimensions et des
tensions de service égales.
On obtient des condensateurs électrolytiques
ayant des capacités de l'ordre de 1 µF à plus de 10 000 µF avec des tensions
de service allant d'environ 3 à 500 V. La tolérance sur les valeurs nominales est assez large et peut atteindre jusqu'à + 100 %.
Comme nous l'avons déjà précisé, ces
condensateurs ont la particularité d'être polarisés et leurs
bornes sont repérées par les signes (+) et (-).
Quand ils sont absents, il faut remarquer la borne qui est reliée au boîtier
en aluminium (cathode : -) ou s'il a un étranglement pour indiquer que la borne la plus proche est
l'anode (+).
Un condensateur électrolytique sert au filtrage
ou au découplage. On applique à ses bornes une tension continue et une tension
alternative superposées (50 Hz, 100 Hz ou B.F.).
Le pourcentage de la tension alternative par rapport à la tension continue ne
doit pas dépasser 15 % pour les tensions de service supérieures à 50
V. De plus,la somme de la tension continue et de la tension alternative de crête ne doit pas
dépasser la tension de service nominale du condensateur.
On réalise, cependant, des condensateurs électrolytiques
pour courant alternatifs obtenus en bobinant ensemble deux anodes formées au
lieu d'une anode et d'une cathode.
Le schéma réalisé est celui de deux
condensateurs polarisés, opposés et montés en série (figure 9). Les séparateurs
sont doublés (quatre épaisseurs de papier entre chaque électrode). Toutes
choses égales, la valeur de la capacité obtenue est la moitié de celle d'un condensateur normal.
Les condensateurs électrolytiques non polarisés
peuvent fonctionner avec des grandeurs continues ou alternatives.
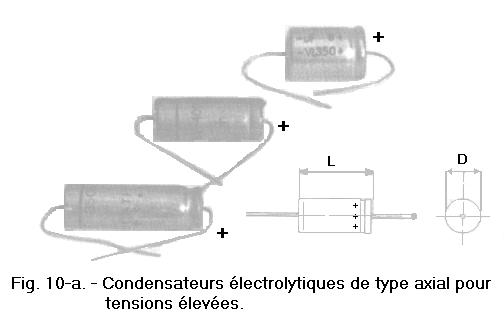
Quelques condensateurs électrolytiques de forme
cylindrique particulièrement employés pour le filtrage de grandeurs électriques
redressées sont illustrés figure 10-a. Les bornes sont axiales et le boîtier
en aluminium peut se présenter avec ou sans revêtement plastique isolant.
La table de la figure 10-b donne une idée de
leurs dimensions en fonction de leur valeur de capacité et de tensions de
service les plus courantes ; chez un autre fabricant, ces valeurs peuvent changer sensiblement.
Figure 10-b. - Dimensions d'encombrement des
condensateurs électrolytiques de la figure 10-a proportionnelles aux valeurs de capacité et de tension de service les plus courantes.
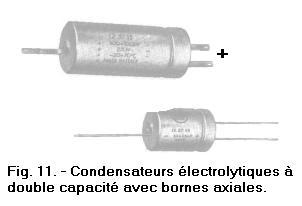
Il existe aussi des condensateurs avec deux
bornes positives et une négative ; ils sont utilisés dans les cas où
l'endroit disponible est trop petit. Il s'agit en fait de deux condensateurs
enfermés dans une enveloppe cylindrique équipée de trois bornes.
La figure 11 représente ce type de condensateur
double, l'un avec des bornes en fil de cuivre étamé et l'autre avec des bornes en languettes.
Les condensateurs à vis illustrés sur la figure
12 sont employés pour résister aux chocs et aux vibrations. Les armatures et
l'électrolyte sont enfermés hermétiquement dans un boîtier métallique d'où
sortent les bornes de raccordement.
Deux condensateurs électrolytiques à vis qui
diffèrent entre eux seulement par le système de sortie des bornes sont illustrés
sur les figures 12-a et 12-b ; pour le type illustré sur la figure 12-a,
la borne négative est parfois absente ; dans ce cas, le raccordement électrique
s'obtient en fixant le condensateur au moyen d'un écrou sur le châssis métallique
de l'appareil qui est la masse (0 V) du circuit électrique.
Sur la figure 12-c, on retrouve un condensateur
double mais qui peut être vissé. La remarque concernant la borne négative de
la figure 12-a s'applique à celle de la figure 12-c.
Semblables à ces derniers, les condensateurs
cylindriques en aluminium avec des pattes de fixation en forme d'épingle pour
circuits imprimés, en utilisant une commeborne
négative commune, pour les capacités multiples (figure 13).
Figure 13. - Condensateurs électrolytiques à
capacité multiples avec pattes de fixation en épingle pour circuit imprimé.
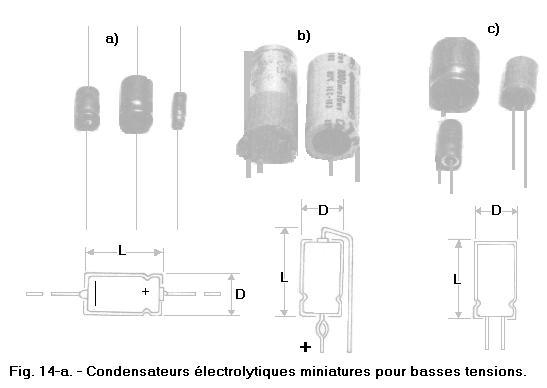
Dans les appareils de dimensions réduites, quand
des montages particulièrement compacts sont nécessaires et les tensions en jeu
basses, on utilise des condensateurs miniatures comme sur la figure 14-a.
L'aspect extérieur des condensateurs les plus
courants de ce type avec leurs dimensions en fonction de la valeur capacitive et
de la tension de service y est illustré dans un tableau figure 14-b (ci-dessous).
Les bornes peuvent être axiales pour les
montages horizontaux (voir figure 14-a en haut à gauche) ou verticaux (figure 14-b en haut centré) ou bien axiales avec sortie du même côté pour les
fixations exclusivement verticales sur circuit imprimé (figure 14-c à droite).
Selon le fabricant, divers systèmes de repères
sont adoptés comme on peut le voir sur la figure 15.
De productionplus
récente, les condensateurs électrolytiques au tantale
présentent des caractéristiques nettement plus avantageuses que ceux en
aluminium.
Tout d'abord, la constante diélectrique de
l'oxyde de tantale est environ du double de celle de l'oxyde d'aluminium ;
de plus, la pellicule de l'oxyde de tantale est beaucoup plus fine et présente
des qualités de stabilité plus élevée.
Les caractéristiques montrent que l'on peut
utiliser les condensateurs au tantale à des températures maximales de 125° C,
alors que les condensateurs électrolytiques à l'aluminium ne sont utilisables
que jusqu'à 85° C.
Les dimensions d'un condensateur au tantale sont
nettement plus petites que celles de son équivalent à l'aluminium pour la même
capacité et la même tension de service. La tolérance subit la même loi et on
atteint ± 5 % avec le tantale, valeur irréalisable avec un condensateur électrolytique
en aluminium. Le principe est le même que celui des condensateurs électrolytiques
à anode en aluminium ; la différence est qu'ici, l'anode est au tantale.
Le diélectrique est un film d'oxyde de tantale
dont la permittivité relative va de 11 à 26, ce qui permet de réaliser
des condensateurs subminiatures et d'une grande fiabilité.
Le tantale est un métal réfractaire traité par
métallurgie des poudres. Cette poudre de tantale est pressée en barreaux
soumis à un premier frittage sous vide. Puis, ils sont forgés à froid pour être
moins poreux. A nouveau, ils sont frittés sous vide vers 2 900° C pour
atteindre une densité d'environ 16,5. Les lingots peuvent être laminés et étirés
à froid jusqu'à obtenir des feuilles de 12 µm d'épaisseur et des fils de 0,1 mm de diamètre.
Modèle bobiné :
C'est la transposition au tantale du modèle à
l'aluminium. Le tantale est laminé en bandes de 12 µm d'épaisseur dont
chacune est formée par électrolyse sous tension variable. La bande est recouverte par une couche d'oxyde (Ta2 O5)
dont l'épaisseur est d'environ 10-7
cm par volt; la tension de service est limitée à 150 V. La bande de tantale n'a pas besoin d'être gravée, car elle est
naturellement poreuse, sa surface utile est le double de la surface réelle.
Le bobinage est placé dans un boîtier en argent
ou en cuivre argenté. L'imprégnation s'effectue sous vide avec un électrolyte
à résistance élevée à base de glycol, d'acide borique, de sulfate de sodium
ou de chlorure de lithium. Les fils de sortie sont en tantale, prolongés par
des fils de nickel étamés, soudés électriquement (figure 16).
Modèle à anode massive frittée :
L'anode est constituée par une pastillede
poudre de tantale pressée et frittée (appelée aussi "pellet"). La pastille
étant poreuse, on obtient une surface active de 1 m2 par cm3 de volume.
On forme l'anode au moyen d'un électrolyte très
fluide et de faible résistance. C'est l'acide sulfurique qui convient le mieux.
La cathode est formée par un boîtier en argent qui assure un bon contact avec
l'électrolyte et n'est pas attaqué par lui. La sortie cathodique est réalisée
par un fil de cuivre étamé soudé au boîtier. La sortie anodique est constituée
par un fil de tantale pressé contre la pastille. Il est soudé électriquement
à un fil de nickel étamé qui sort du condensateur. Le boîtier en argent est
obturé par une résine thermodurcissable ou protégé par un manchon métallique
ou isolant selon le cas (figures 17-a, 17-b et 17-c).
Modèle à électrolyte solide :
C'est un condensateur à anode massive frittée
dans lequel l'électrolyte liquide est remplacé par du bioxyde de manganèse
solide. Un tel condensateur est plus robuste, il peut être stocké pendant une
longue période sans altération.
L'anode est obtenue et formée comme précédemment.
Puis, elle est recouverte par une couche de bioxyde de manganèse obtenue par
pyrolyse d'une solution aqueuse de nitrate de manganèse qui pénètre dans tous
les pores de l'anode. Elle est ensuite enduite de carbone colloïdal et argentée
par réduction chimique. La connexion d'anode est obtenue comme précédemment.
L'ensemble est introduit dans un boîtier en métal argenté. Il est
indispensable que le contact de cathode soit parfait. Le boîtier est fermé par
un bouchon de résine synthétique. Avant stockage, on effectue un
vieillissement, comme du reste pour tous les condensateurs électrolytiques. Ne
contenant pas de liquide, aucune congélation de l'électrolyte aux basses températures
n'est à craindre (figures 18-a, 18-b et 18-c).
La figure 19 illustre l'aspect extérieur des
condensateurs au tantale les plus courants.
Fin de cette technologie et nous allons continuer
la suite d'identification des condensateurs.



 Fabrication des condensateurs fixes
Fabrication des condensateurs fixes

 Cliquez ici pour la leçon suivante ou dans le sommaire prévu à cet effet.
Cliquez ici pour la leçon suivante ou dans le sommaire prévu à cet effet. Haut de page
Haut de page Page suivante
Page suivante